臺(tái)階軸鍛件鍛造加工全流程與關(guān)鍵工藝管控
2026-04-07 11:57
山西中重重工集團(tuán)
臺(tái)階軸鍛件的質(zhì)量,核心取決于鍛造加工工藝的精細(xì)化管控,其結(jié)構(gòu)的階梯特性,導(dǎo)致鍛造過程中需重點(diǎn)控制不同軸段的尺寸精度、軸肩過渡處的成型質(zhì)量,避免出現(xiàn)折疊、裂紋、尺寸偏差等缺陷。重型機(jī)械對(duì)臺(tái)階軸鍛件的要求極為嚴(yán)格,任何一個(gè)工藝環(huán)節(jié)的疏漏,都可能導(dǎo)致鍛件無法裝配,甚至引發(fā)設(shè)備故障。本文結(jié)合實(shí)際生產(chǎn)實(shí)踐,詳細(xì)解析臺(tái)階軸鍛件的全流程鍛造工藝,重點(diǎn)說明關(guān)鍵環(huán)節(jié)的操作要點(diǎn)與質(zhì)量控制要求,內(nèi)容真實(shí)、貼合生產(chǎn)實(shí)際,無浮夸表述。

備料與預(yù)處理是臺(tái)階軸鍛件的基礎(chǔ),直接決定后續(xù)鍛件的質(zhì)量上限。選用優(yōu)質(zhì)鋼坯,根據(jù)臺(tái)階軸的材質(zhì)要求,優(yōu)先選用大型鋼廠生產(chǎn)的合格鋼坯,42CrMo、35CrMo等合金材質(zhì)鋼坯需采用真空脫氣冶煉工藝,確保鋼坯純凈度,氧含量≤20ppm、氫含量≤2ppm,避免因鋼坯內(nèi)部存在氣孔、疏松、夾渣等缺陷,導(dǎo)致鍛造過程中出現(xiàn)裂紋。鋼坯到貨后,首先進(jìn)行表面檢查,去除表面氧化皮、裂紋、夾雜等缺陷,隨后通過超聲波探傷(UT)檢測,確認(rèn)鋼坯內(nèi)部無隱藏缺陷。根據(jù)臺(tái)階軸的圖紙要求,采用鋸切機(jī)進(jìn)行精準(zhǔn)下料,控制下料尺寸誤差在±2mm以內(nèi),同時(shí)去除下料端面的毛刺,為后續(xù)加熱與鍛造做好準(zhǔn)備。
加熱環(huán)節(jié)的核心是控制溫度與升溫速度,避免出現(xiàn)表面脫碳、晶粒粗大等缺陷,影響鍛件性能。臺(tái)階軸鍛件的加熱采用數(shù)字化感應(yīng)加熱爐,實(shí)施階梯式加熱工藝,根據(jù)材質(zhì)不同調(diào)整加熱參數(shù):碳素鋼加熱溫度控制在1150℃~1200℃,合金結(jié)構(gòu)鋼加熱溫度控制在1180℃~1220℃。首先將鋼坯加熱至600℃進(jìn)行預(yù)熱,保溫2~3小時(shí),消除鋼坯內(nèi)外溫差,防止加熱過快導(dǎo)致熱應(yīng)力過大;隨后升溫至850℃,保溫1~2小時(shí),確保鋼坯組織均勻;最終升溫至目標(biāo)溫度,保溫至鋼坯內(nèi)外溫度一致,確保鋼坯充分奧氏體化,為鍛造成型奠定基礎(chǔ)。全程控溫精度控制在±5℃,氧化皮厚度控制在0.3mm以內(nèi),減少氧化燒損對(duì)鍛件尺寸與性能的影響。
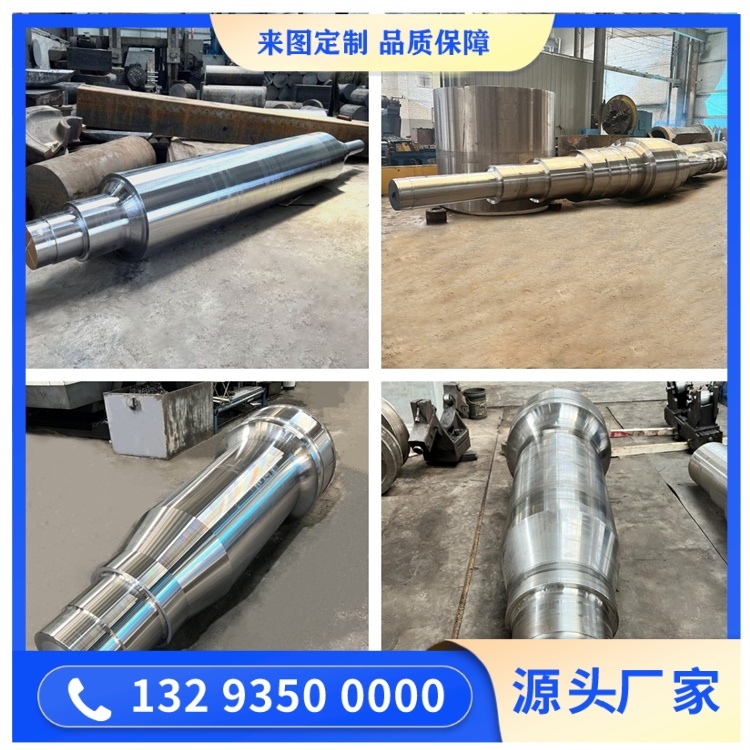
鍛造成型是臺(tái)階軸鍛件的核心環(huán)節(jié),重點(diǎn)解決不同軸段的成型與軸肩過渡問題,采用“多道次鐓粗+拔長+分段精鍛”的自由鍛工藝,鍛造比根據(jù)載荷等級(jí)調(diào)整,普通臺(tái)階軸鍛造比≥3.0,重載臺(tái)階軸鍛造比≥5.0。鍛造過程中,根據(jù)臺(tái)階軸的階梯尺寸,逐步拔長不同軸段,控制各軸段的直徑與長度誤差,重點(diǎn)優(yōu)化軸肩過渡處的鍛造工藝,采用圓角過渡(R≥5%軸徑),避免直角過渡產(chǎn)生應(yīng)力集中,同時(shí)控制送進(jìn)量與壓下量,減少鍛件表面出現(xiàn)折疊、劃痕等缺陷。對(duì)于大直徑、多階梯的臺(tái)階軸,采用水霧冷卻方式,控制冷卻速率在50~80℃/min,避免冷卻不均導(dǎo)致的裂紋風(fēng)險(xiǎn)。
熱處理與校直是優(yōu)化臺(tái)階軸鍛件性能、保證尺寸精度的關(guān)鍵步驟。鍛后立即實(shí)施預(yù)備熱處理,采用正火+高溫回火工藝,消除鍛造內(nèi)應(yīng)力,細(xì)化晶粒,為最終熱處理做好準(zhǔn)備。最終熱處理根據(jù)材質(zhì)與工況要求調(diào)整,碳素鋼采用正火處理,合金結(jié)構(gòu)鋼采用調(diào)質(zhì)處理(淬火+高溫回火),42CrMo材質(zhì)淬火溫度控制在850℃,油淬方式確保淬透性,回火溫度調(diào)整為580℃~620℃,保溫后空冷,使鍛件硬度控制在HRC28~32,平衡強(qiáng)度與韌性。熱處理后,采用臺(tái)階軸專用數(shù)控校直機(jī)進(jìn)行多工位校直,關(guān)鍵尺寸公差≤±0.5mm,軸承位同軸度≤0.02mm,直線度≤0.4mm/m,確保鍛件形位精度滿足裝配要求。

機(jī)加工與檢測是鍛造加工的最后環(huán)節(jié),確保鍛件符合圖紙要求。首先進(jìn)行粗加工,去除鍛件表面的氧化層與多余余量,隨后再次進(jìn)行超聲波探傷(UT)與磁粉探傷(MT),排查鍛件內(nèi)部與表面的裂紋、夾雜等缺陷。精加工階段,重點(diǎn)加工各軸段、軸肩、鍵槽等關(guān)鍵部位,控制尺寸精度與表面粗糙度,公差等級(jí)達(dá)到IT10級(jí)以上。成品出廠前,對(duì)每批鍛件進(jìn)行光譜分析、力學(xué)性能測試、無損檢測等全項(xiàng)目檢測,每批產(chǎn)品附帶完整的質(zhì)量證明書,實(shí)現(xiàn)全流程可追溯,杜絕不合格產(chǎn)品流向市場。

