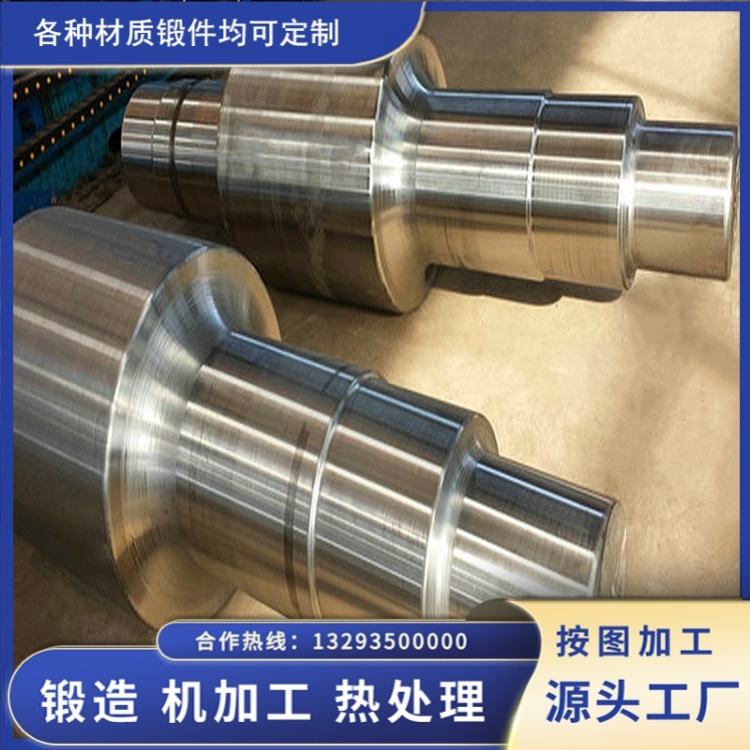
關鍵環節管控與常見問題解決,提升臺階軸鍛件加工精度
2026-04-14 09:34
山西中重重工集團
高精度臺階軸鍛件的加工精度受原材料、工藝參數、設備狀態、檢測方法等多方面因素影響,實際生產中,即使嚴格遵循工藝要求,也可能出現尺寸偏差、形位公差超標等問題。本文結合生產中的常見問題,聚焦關鍵環節管控,提出切實可行的精度控制方法和問題解決措施,內容貼合實際生產,不夸大效果,注重實用性和可操作性,為企業提升臺階軸鍛件加工精度提供參考。
模具管控是減少鍛件尺寸偏差的關鍵,模具的設計、制造和維護直接影響鍛件成型精度。模具設計時,需結合金屬變形規律,采用CAD、CAE技術進行模擬優化,確保型腔尺寸與目標尺寸匹配,合理設置拔模斜度和圓角半徑,避免因設計缺陷導致鍛件成型偏差。模具材料選用耐磨性強、耐高溫的優質材料,根據鍛件材質和生產批量選擇合適材質,減少模具磨損。生產過程中,定期檢查模具磨損情況,當型腔尺寸偏差超過0.3mm時,及時進行修磨;模具安裝時,明確安裝基準,采用高精度安裝設備,避免定位不準確、安裝不牢固導致的鍛件受力不均,引發尺寸偏差。
工藝參數優化是提升精度的核心手段,重點控制鍛造溫度、壓力、速度和冷卻速率。鍛造溫度過高,會導致金屬塑性增加、強度降低,出現過度變形;溫度過低,塑性下降、變形抗力增大,易出現裂紋和成型不充分。實際生產中,采用熱電偶、紅外線測溫儀實時監測溫度,嚴格遵循階梯式加熱工藝,避免溫度波動。鍛造壓力需根據鍛件材質和尺寸精準調整,壓力不足會導致金屬變形不充分,壓力過大則會產生飛邊、毛刺,影響尺寸精度,可通過壓力傳感器實時監測并調整壓力參數。鍛造速度控制在合理范圍,復雜、高精度鍛件采用較慢速度,確保金屬充分變形;冷卻速率根據材質調整,中小型碳素鋼采用空冷,避免放在潮濕地面或過堂風處,防止冷卻不均產生裂紋。
定位基準選擇與裝夾方式直接影響鍛件的形位精度。臺階軸鍛件加工中,優先選擇兩端中心孔作為定位基準,采用雙頂尖裝夾方式,確保各軸段同軸度。粗基準采用毛坯外圓,先加工一個端面、鉆中心孔,車出一端外圓后,以已加工外圓為基準,加工另一端面和中心孔,避免兩次裝夾導致的基準偏差。裝夾時,合理選擇夾緊力,避免夾緊力過大導致鍛件變形,可采用軟卡爪或專用夾具,減少裝夾對鍛件表面的損傷,同時保證裝夾牢固,防止加工過程中出現位移。
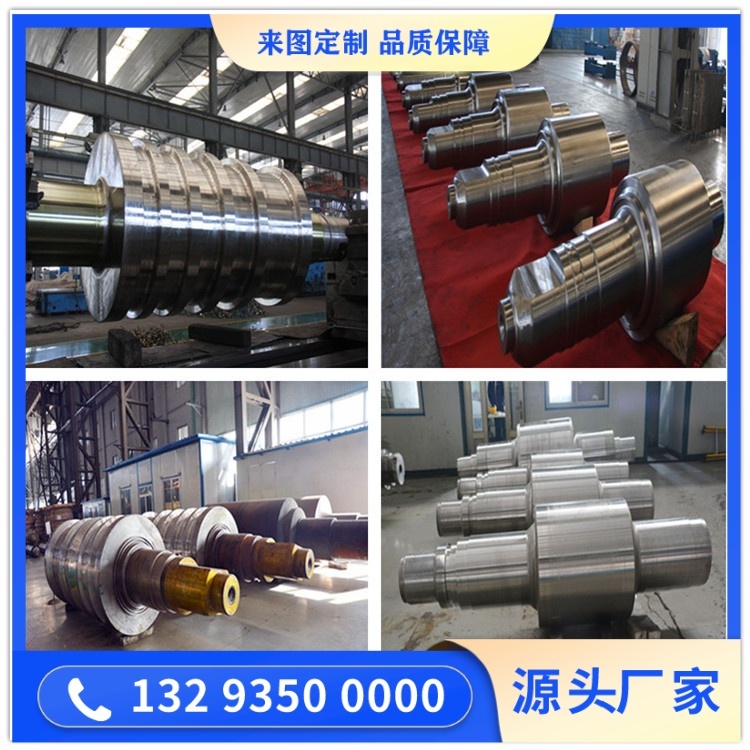
檢測與質量反饋機制是及時發現和解決精度問題的保障。建立多環節檢測體系,備料階段檢測鋼坯質量,加熱階段檢測溫度,鍛造階段實時檢測軸段尺寸和軸肩精度,熱處理后檢測硬度和形位公差,成品階段進行全項目檢測。采用高精度檢測設備,如游標卡尺、千分尺、圓度儀等,確保檢測精度,對檢測中發現的尺寸偏差、表面缺陷等問題,及時分析原因:若因模具磨損導致,及時修磨模具;若因工藝參數不當導致,調整加熱、鍛造或冷卻參數;若因裝夾偏差導致,優化裝夾方式。

此外,加強操作人員培訓,提高操作技能和責任心,也是提升加工精度的重要措施。操作人員需熟悉工藝要求,掌握設備操作規范,能夠及時發現生產中的異常情況并處理。同時,定期維護加工設備,校準檢測儀器,確保設備和儀器的精度,為臺階軸鍛件加工精度提供保障。通過關鍵環節管控、常見問題及時解決,可有效提升高精度臺階軸鍛件的加工精度,降低不合格率,滿足設備裝配和使用要求。

