風電空心軸鍛件生產(chǎn)工藝與實踐
2026-04-01 12:01
山西中重重工集團
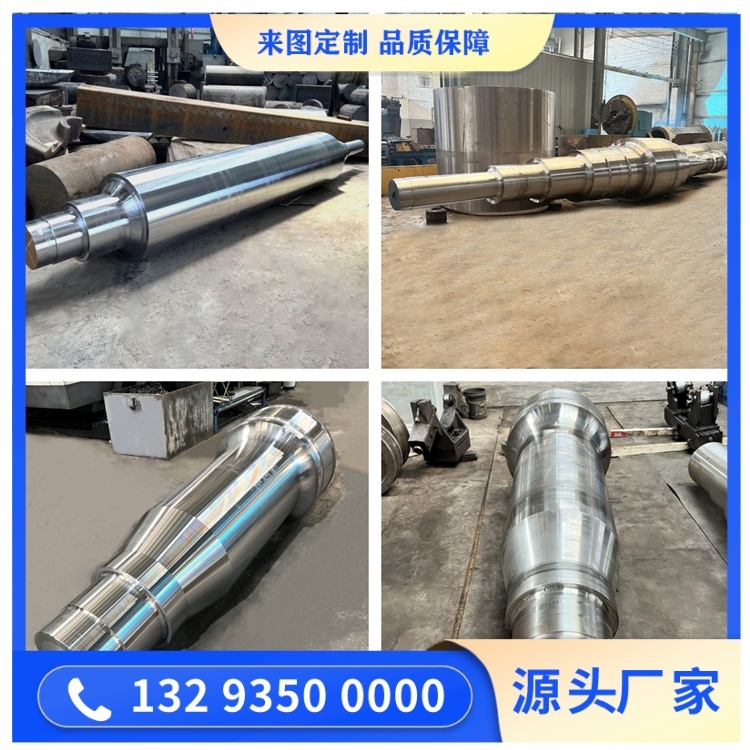
風電空心軸鍛件是風力發(fā)電機組的核心承力部件,主要用于傳遞風輪旋轉(zhuǎn)產(chǎn)生的扭矩,連接輪轂與齒輪箱,其質(zhì)量直接決定風機運行的穩(wěn)定性和使用壽命。隨著風電產(chǎn)業(yè)向大功率、大型化發(fā)展,3MW及以上機組對空心軸鍛件的尺寸精度、力學性能提出了更高要求,生產(chǎn)過程需嚴格遵循規(guī)范,兼顧實用性與經(jīng)濟性。

風電空心軸鍛件的生產(chǎn)遵循標準化流程,核心環(huán)節(jié)包括原材料選用與檢驗、加熱鍛造、熱處理、機械加工及無損檢測,每個環(huán)節(jié)都需嚴控細節(jié),避免質(zhì)量隱患。原材料以低合金高強度鋼為主,常用牌號為34CrNiMo6、42CrMo4等,這類鋼材具備優(yōu)異的抗拉強度和韌性,能承受風機運行中的復雜載荷。原材料需經(jīng)過嚴格檢驗,采用堿性電爐冶煉結(jié)合鋼包精煉、真空除氣處理,嚴控硫、磷等有害雜質(zhì)含量,確保材料純凈度,同時核查材料質(zhì)量證明書,杜絕不合格坯料進入生產(chǎn)環(huán)節(jié)。
加熱與鍛造是鍛件成型的關(guān)鍵,直接影響鍛件的內(nèi)部組織和力學性能。生產(chǎn)中需根據(jù)鋼材牌號控制加熱溫度,一般加熱至1180~1220℃,采用階梯升溫方式,避免鋼錠因溫差過大產(chǎn)生裂紋。鍛造過程多采用胎膜鐓粗、沖孔、芯棒拔長的工藝,針對法蘭直徑大、長度短的難點,可將閉式胎膜改為開式胎膜,減少法蘭成形時的束縛,提升表面質(zhì)量。同時優(yōu)化沖孔方式,從水口端沖孔避免法蘭拉延變形,通過合理控制鍛造火次,將傳統(tǒng)四火次工藝優(yōu)化為兩火次,既降低能耗,又減少鍛后晶粒粗大的風險。
熱處理是保障鍛件性能的核心工序,目的是消除鍛造應力,優(yōu)化內(nèi)部微觀組織,提升韌性和強度。鍛后需進行調(diào)質(zhì)熱處理,包括淬火和回火兩個環(huán)節(jié),淬火溫度控制在850~880℃,根據(jù)鍛件截面尺寸采用水淬或水-空交替冷卻,確保心部淬透;回火溫度為580~620℃,保溫時間根據(jù)鍛件厚度調(diào)整,最終使鍛件硬度達到240~280HB,滿足風機運行的力學要求。部分高端產(chǎn)品還會增加去應力退火工序,進一步消除殘余應力,提升尺寸穩(wěn)定性。
機械加工與無損檢測是確保鍛件精度和質(zhì)量的最后防線。機械加工分為粗加工、半精加工和精加工,嚴格控制軸身直線度、法蘭平面度等尺寸公差,內(nèi)孔通孔直徑需達到Φ400mm以上,表面粗糙度符合設計標準。無損檢測貫穿生產(chǎn)全過程,粗加工后進行超聲波檢測,排查內(nèi)部缺陷;精加工后采用磁粉探傷,檢測表面及近表面裂紋,關(guān)鍵區(qū)域額外進行滲透檢測,確保鍛件無裂紋、白點等致命缺陷,檢測標準符合相關(guān)行業(yè)規(guī)范。

當前,風電空心軸鍛件生產(chǎn)正朝著綠色、高效、精準方向發(fā)展。通過采用AHF鍛鋼等新型材料,省略能源密集型的調(diào)質(zhì)處理工序,降低生產(chǎn)能耗和碳排放;借助數(shù)值仿真優(yōu)化鍛造工藝,提升材料利用率,減少廢料產(chǎn)生。實際生產(chǎn)中,企業(yè)需不斷解決法蘭充不滿、偏心、表面折傷等常見問題,通過優(yōu)化操作流程、提升工人技能,實現(xiàn)鍛件質(zhì)量與生產(chǎn)效率的雙重提升,為風電產(chǎn)業(yè)的綠色低碳發(fā)展提供可靠的部件支撐。

