風(fēng)機(jī)主軸鍛件的材料選擇與制造工藝解析
2026-04-03 10:29
山西中重重工集團(tuán)
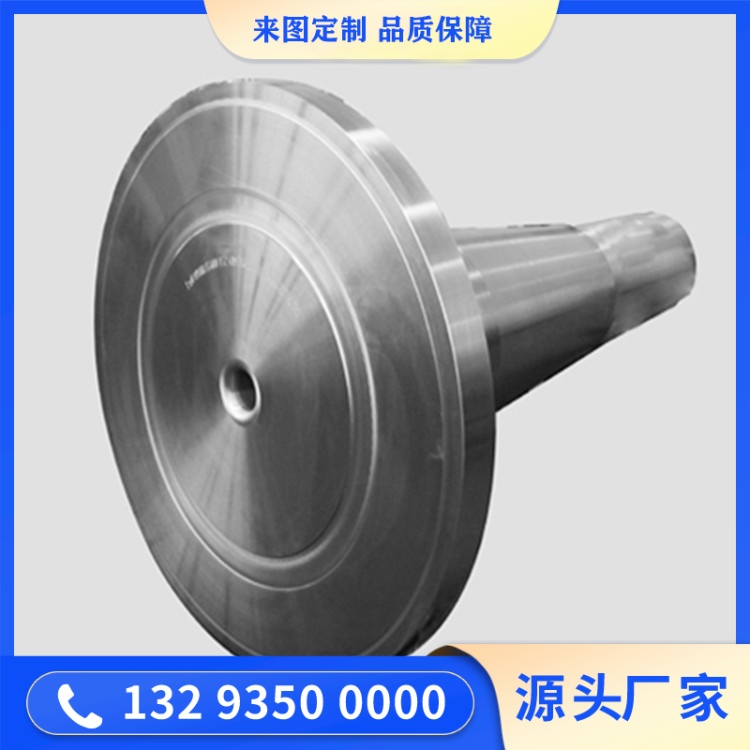
風(fēng)電主軸是風(fēng)機(jī)傳動(dòng)系統(tǒng)的核心承載部件,長(zhǎng)期承受旋轉(zhuǎn)扭矩、交變載荷與振動(dòng)沖擊,其材料性能與制造工藝直接決定風(fēng)機(jī)的運(yùn)行穩(wěn)定性與使用壽命。在工業(yè)風(fēng)機(jī)、離心風(fēng)機(jī)、軸流風(fēng)機(jī)及風(fēng)力發(fā)電機(jī)組中,主軸鍛件并非簡(jiǎn)單的鋼軸加工件,而是經(jīng)過(guò)嚴(yán)格選材、精密鍛造與熱處理的核心部件。本文從實(shí)際生產(chǎn)角度,客觀解析風(fēng)電主軸鍛件的材料選擇與制造工藝要點(diǎn)。
風(fēng)電主軸鍛件的材料選擇以 “高強(qiáng)度、高韌性、抗疲勞、耐磨損” 為核心原則,不同工況對(duì)應(yīng)不同材質(zhì)。普通低壓、中低載荷風(fēng)機(jī)(如通風(fēng)機(jī)、小型鼓風(fēng)機(jī))多選用45 號(hào)優(yōu)質(zhì)碳素結(jié)構(gòu)鋼,成本適中、綜合力學(xué)性能穩(wěn)定,經(jīng)調(diào)質(zhì)處理后抗拉強(qiáng)度可達(dá) 600–700MPa,滿足常規(guī)工況需求。中高壓、重載風(fēng)機(jī)(如多級(jí)離心鼓風(fēng)機(jī)、石化風(fēng)機(jī))普遍采用40Cr、42CrMo、35CrMo等合金結(jié)構(gòu)鋼,其中 42CrMo 應(yīng)用最廣,淬透性好、強(qiáng)度高,調(diào)質(zhì)后屈服強(qiáng)度≥930MPa、-20℃沖擊功≥47J,抗疲勞性能顯著優(yōu)于碳鋼。
大型風(fēng)力發(fā)電機(jī)組主軸則要求更高,主流材質(zhì)為34CrNiMo6、30CrNiMo8等高合金調(diào)質(zhì)鋼,部分海上風(fēng)電主軸采用SS316、1.4122等耐蝕不銹鋼或 1.7244 特鋼,可抵御 - 40℃低溫、鹽霧腐蝕與超高載荷,-40℃沖擊功≥55J,疲勞壽命超 10?次循環(huán)。選材的關(guān)鍵在于控制硫、磷含量≤0.025%,減少非金屬夾雜,提升材料純凈度,從源頭降低裂紋風(fēng)險(xiǎn)。
制造工藝上,風(fēng)機(jī)主軸以自由鍛 + 調(diào)質(zhì)處理為主流路線,流程包括:下料→加熱→鍛造→熱處理→粗加工→精加工→檢測(cè)。鍛造環(huán)節(jié)需保證鍛造比≥4,通過(guò)多次鐓粗、拔長(zhǎng),使金屬纖維連續(xù)、組織致密,消除疏松、偏析等內(nèi)部缺陷。加熱溫度嚴(yán)格控制:碳鋼 1100–1200℃,合金鋼 1050–1150℃,避免過(guò)燒或晶粒粗大。熱處理是性能核心:調(diào)質(zhì)(淬火 + 高溫回火)為標(biāo)準(zhǔn)工藝,可獲得回火索氏體組織,兼顧強(qiáng)度與韌性。大型主軸需分段加熱、爐內(nèi)緩冷,確保全截面硬度均勻(差值≤HB30)。軸頸、軸承位等關(guān)鍵部位可增加表面淬火,提升硬度(HRC50–55)與耐磨性。
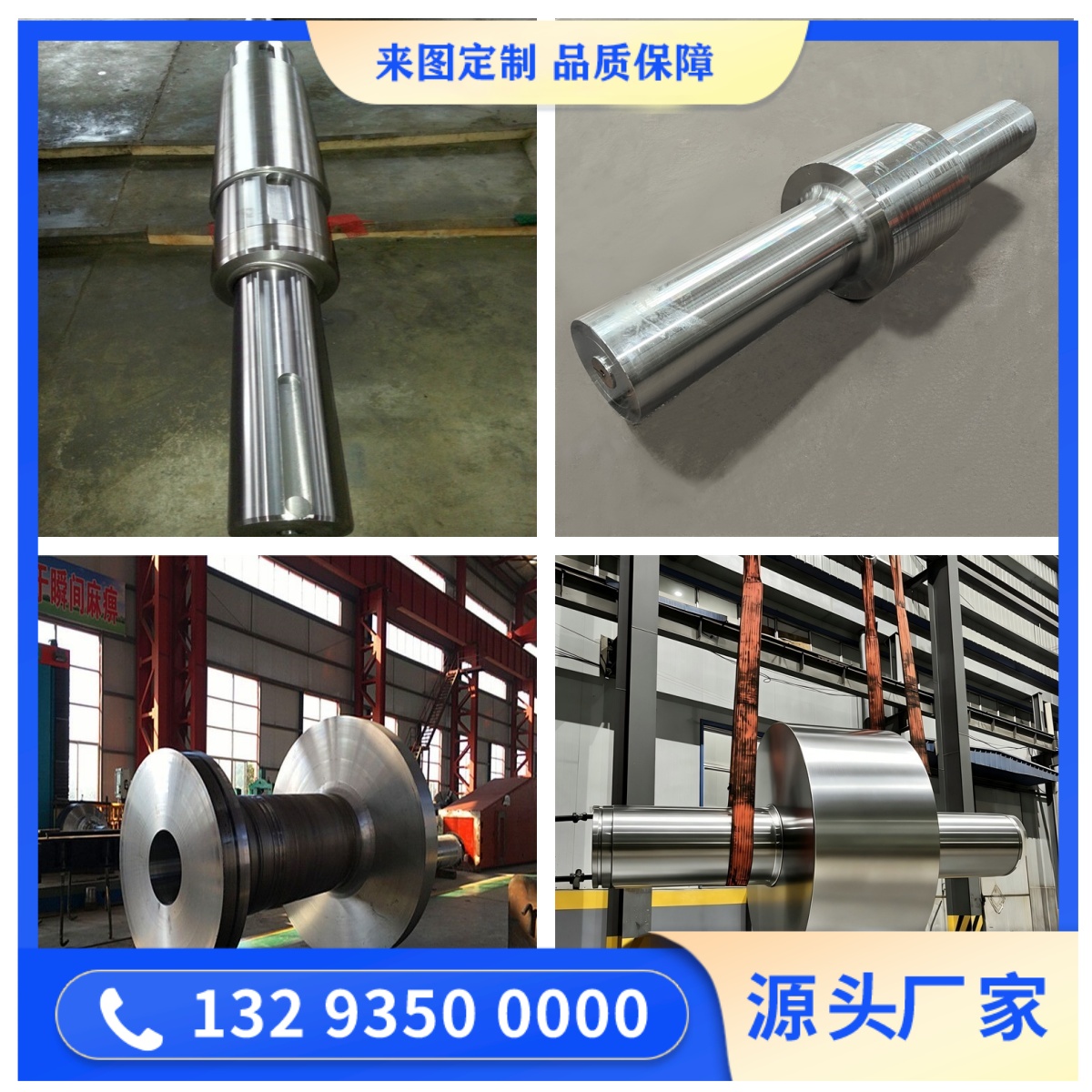
精加工階段,主軸尺寸精度需達(dá)IT6–IT7 級(jí),同軸度≤0.03mm/m,表面粗糙度 Ra≤1.6μm。高速風(fēng)機(jī)主軸必須做動(dòng)平衡測(cè)試,平衡精度 G6.3 級(jí)以上,減少運(yùn)行振動(dòng)。

整體來(lái)看,風(fēng)電主軸制造無(wú)捷徑,每一步都需嚴(yán)格遵循標(biāo)準(zhǔn)(JB/T 12137、GB/T 34524)。優(yōu)質(zhì)主軸鍛件靠的是材料純凈、工藝精細(xì)、檢測(cè)完備,而非夸大宣傳。只有把控好每道工序,才能為風(fēng)機(jī)長(zhǎng)期穩(wěn)定運(yùn)行筑牢基礎(chǔ)。

